
7 Pipe Bevel Types Compared
If you're cutting 37.5° V-grooves on every pipe regardless of wall thickness, you're probably wasting 30% on filler metal and doubling your welder's arc time.
By Dongmei GuoJan 19, 2025
Practical insights and best practices for pipe beveling, cold cutting, welding preparation, and industrial machining from our engineering team.
If you're cutting 37.5° V-grooves on every pipe regardless of wall thickness, you're probably wasting 30% on filler metal and doubling your welder's arc time.

Walk into any traditional steel workshop and you hear angle grinders screaming. In 2026, that sound is just wasted money. Edge milling changes everything.

37.5° isn't the answer to everything. Here's what your welding procedure actually requires—and why getting it wrong means expensive rework.

A bevel that measures wrong fails twice — once at fit-up, once at inspection. Here's how to check bevel angle, root face, and width with the right gauge (or no gauge at all), plus a calculator that does the trig for you.

A compound bevel isn't a fancy V — it's two angles doing two different jobs: 37.5° to keep the root open, 10° to stop the groove ballooning. Skip either and you've missed the point.

Everyone asks me for the 'standard J-bevel angle.' There isn't one — there's a dimension set: groove angle, root radius, and root face. Get all three right or don't bother switching from V.
P91 doesn't crack during the cut. It cracks two days later, after PWHT, when the boiler is being pressurized for the first time. Here's why thermal cutting is the single most expensive mistake you can make on chrome-moly pipe.

Oxy-fuel can't even cut 316L properly. Plasma leaves a sensitized band that corrodes in 18 months. Angle grinders drag iron into the surface and seed rust. Here's why every 'fast' stainless prep method is wrong — and what actually works.

Not all pipe cold cutting machines are the same. Clamshell, split frame, planetary — each handles different pipe sizes, wall thicknesses, and job site conditions. Here's how to choose the right one.

I've watched a qualified welder bevel 40 joints to ASME B16.25 specs—on a project governed by API 1104. Nobody caught it until the CWI flagged the included angle on the first fit-up. 40 pipe ends, re-beveled. Two days lost. The welder wasn't incompetent. He'd just come off a refinery turnaround and muscle memory took over. That's what happens when your crew works across multiple codes and nobody has a quick reference that shows the differences at a glance.

API 1104 looks like the simplest welding code to bevel for—one angle, one root face, one root gap. Then you get a reject call from the RT crew at 2 AM and realize the 'simple' bevel wasn't as consistent as you assumed. The difference between a pipeline that passes 100% radiography and one that hemorrhages repair welds almost always starts at the bevel.
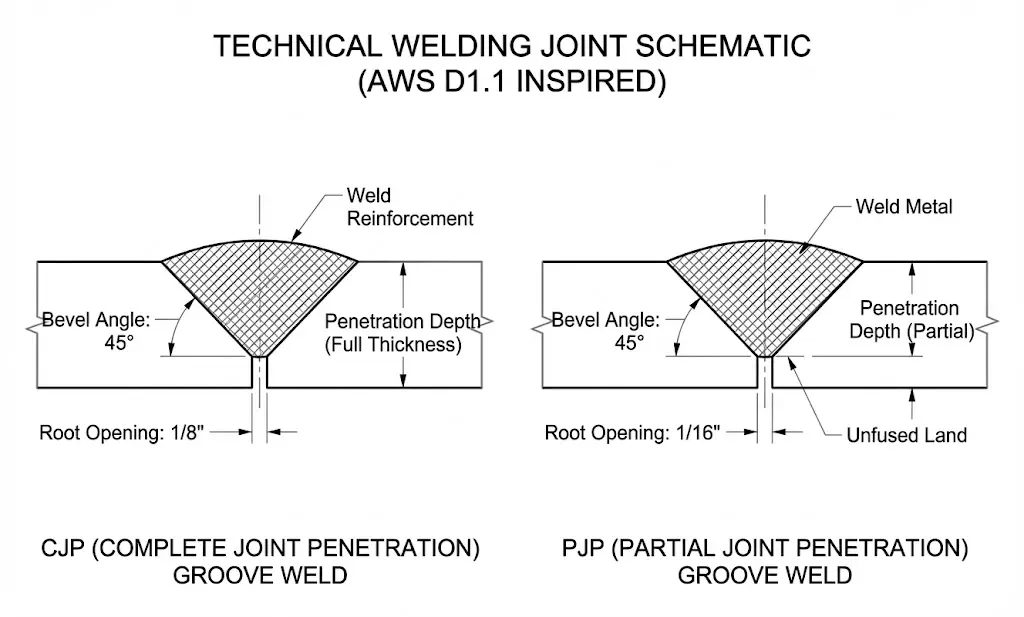
Most structural steel shops think AWS D1.1 beveling is simple—until a CWI rejects an entire batch of column splices. The code's tolerances are tighter than people assume, and the gap between 'code-required' and 'shop-floor reality' is where rework hides.

Boiler tube beveling isn't hard in theory—it's hard in practice. Tight spacing, heat-affected material, and 200 tube ends per outage make it the kind of work where wrong tooling costs you the entire shutdown window.

The difference between a beveling machine that lasts 8 years and one that dies in 18 months isn't build quality—it's maintenance. Here's the 15-minute weekly routine that prevents 90% of the breakdowns I see.
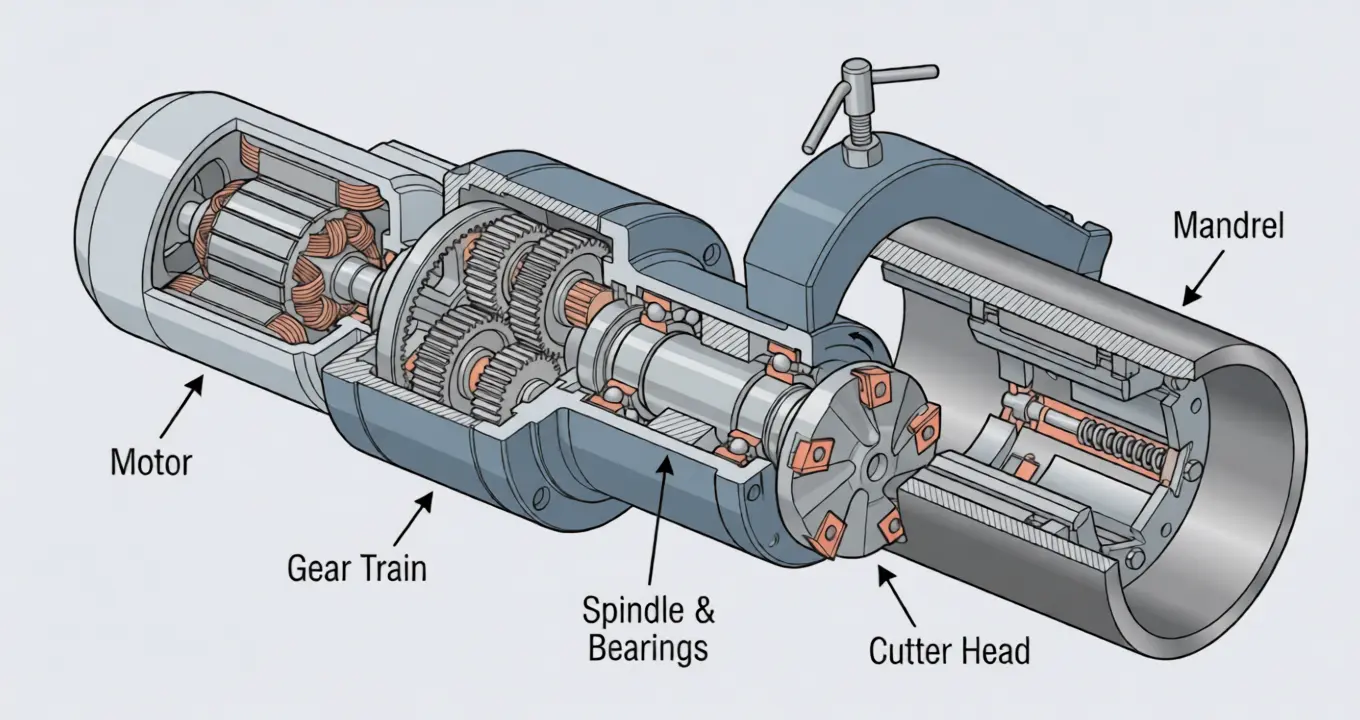
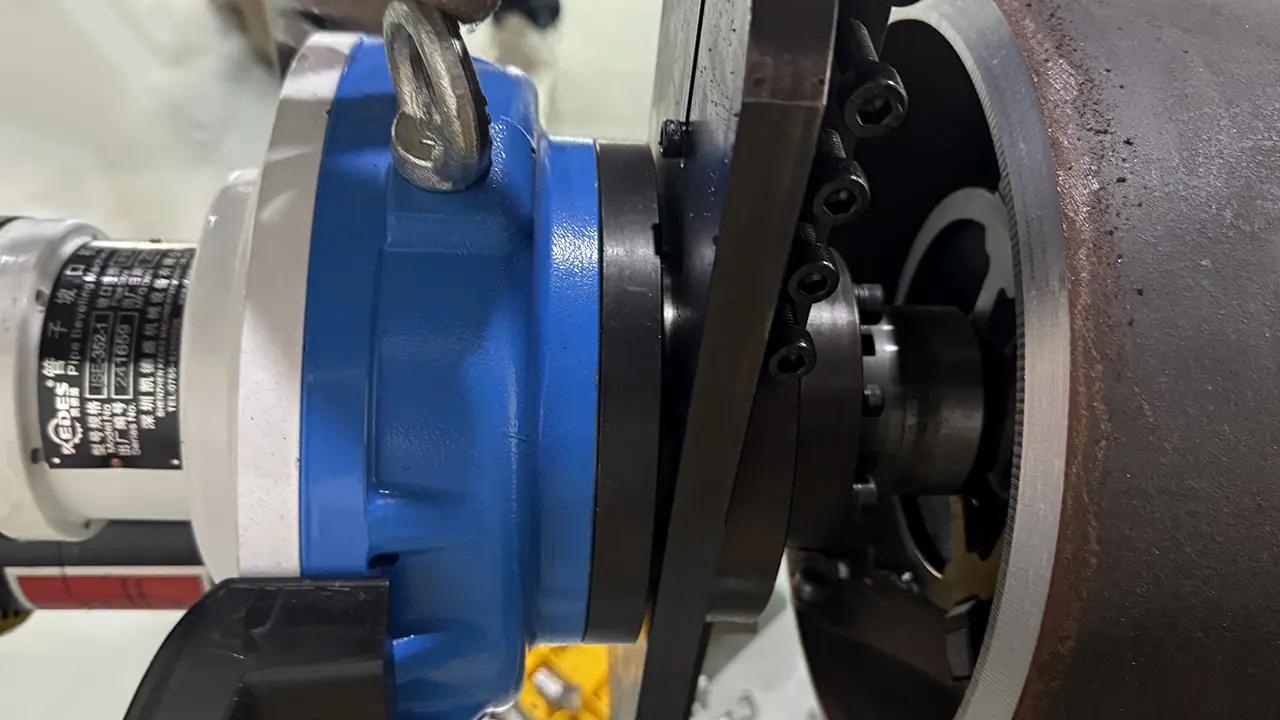
You don't need an engineering degree to understand how your beveling machine works. But understanding the basics will make you a better operator, a smarter buyer, and save you from expensive mistakes.
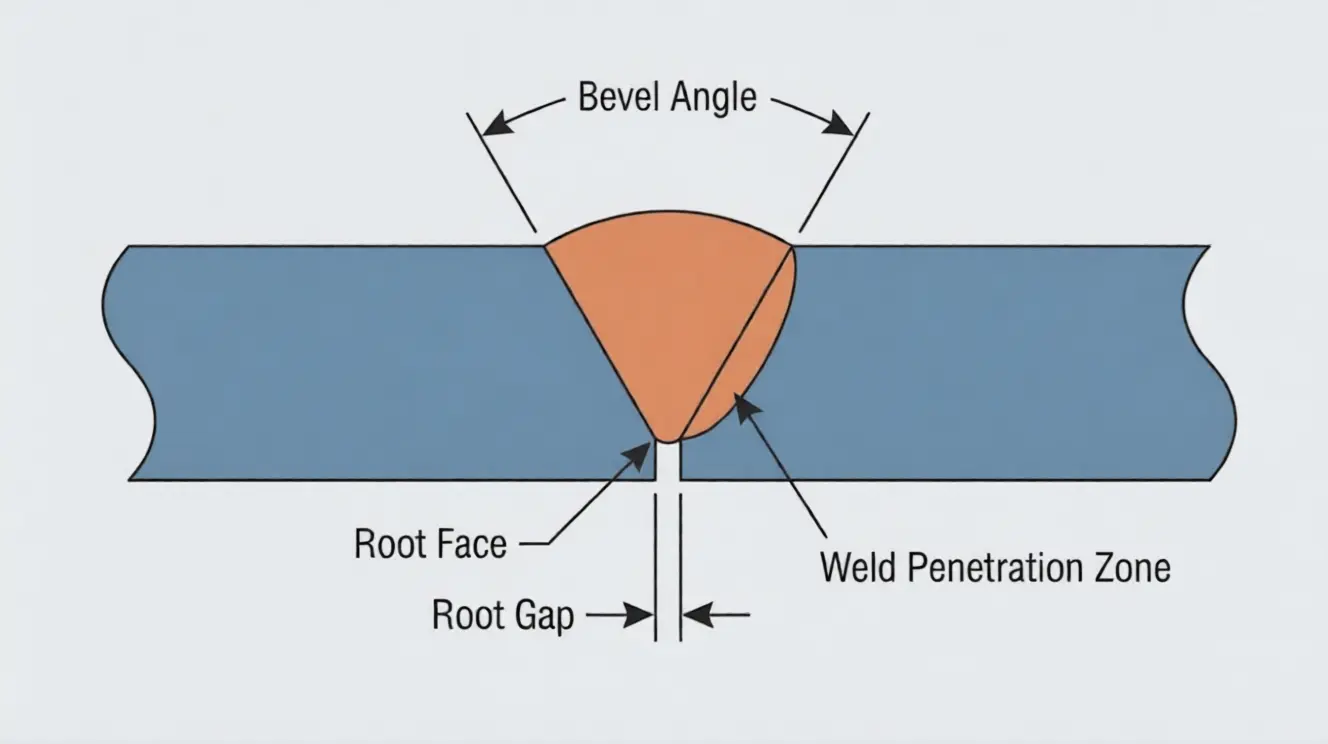
Everyone learns what pipe beveling is. Almost nobody learns why it matters until they fail an inspection. Here's what beveling actually does to your weld joint—explained by someone who's seen thousands of bevels done right and wrong.
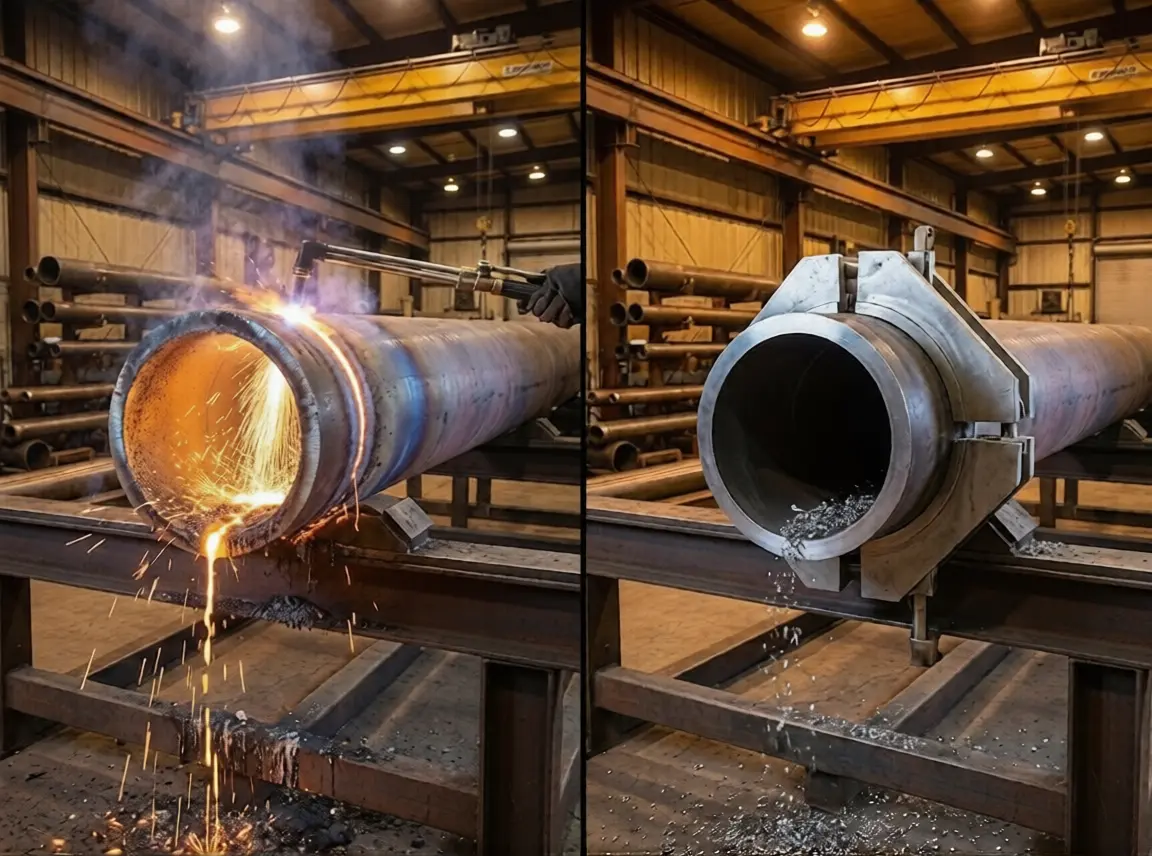
Thermal cutting is faster to set up and cheaper per cut—until you factor in the grinding, the hardness testing, the rejected welds, and the PWHT that nobody budgeted for. Here's what actually happens to your pipe when you cut it with heat.

You get three quotes for 'the same' beveling machine. One is $4,000, one is $8,000, one is $12,000. They all look identical on paper. Here's what's actually different—from someone who manufactures them.

Every 'how to buy from China' article tells you to use Alibaba, negotiate hard, and get a sample. That advice is fine for phone cases. For a $5,000–$50,000 industrial machine that your welders depend on, you need a completely different playbook.

Every 'best pipe beveling machine' article ranks machines by brand. That's useless. The right machine depends on your pipe size, wall thickness, where you're working, and what code you're welding to. Here's how to actually choose.

Angle grinders are cheap and familiar. They're also the most expensive weld prep method you can choose—once you count the rework, the injuries, and the failed inspections.
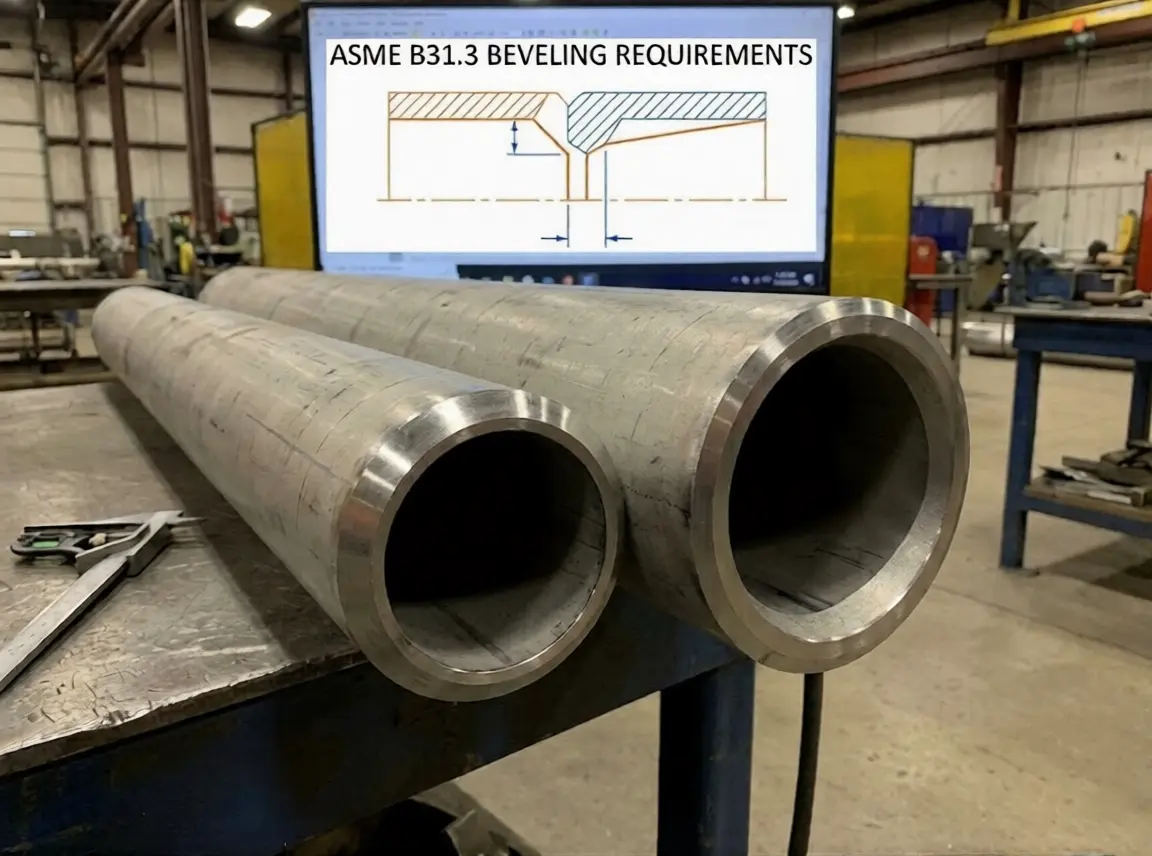
Most shops think they know ASME B31.3 beveling requirements. Then they fail an X-ray and blame the welder. The real problem is upstream—at the bevel.

A pressure vessel factory switched from manual grinding to the DMM-YG-80 for large cylinder beveling. Here's what changed—and why I think most shops wait too long to make this switch.

The 'portable vs stationary' question is asked wrong 90% of the time. Here's the right way to think about it.
The real deciding factor between ID and OD mount bevelers isn't what most salespeople tell you. Here's what actually matters.
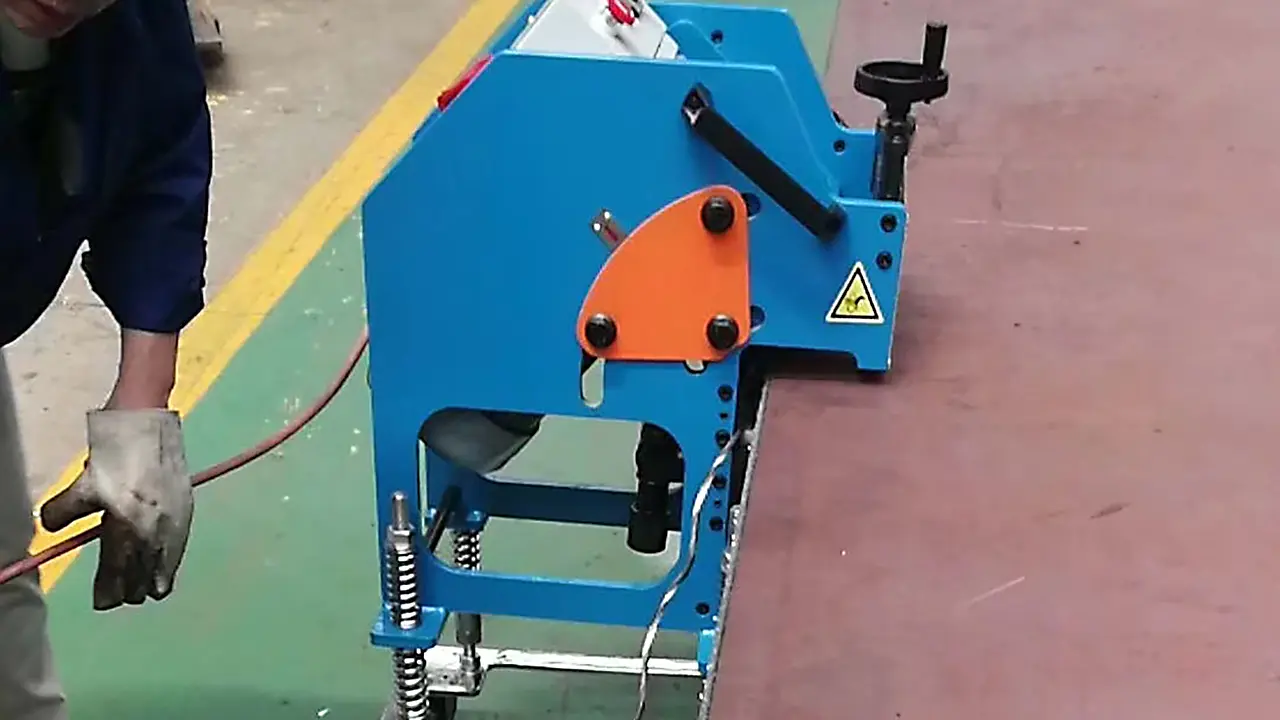
Rolling shear looks economical, but if you're doing pressure vessel or structural work, you might be setting yourself up for problems.
Our engineering team is happy to answer your technical questions directly.