What Is Pipe Cold Cutting?
Pipe cold cutting is the process of severing a pipe using mechanical cutting tools that generate minimal heat. The cutting tool — typically a carbide or HSS insert — travels around the pipe circumference, machining through the wall one pass at a time.
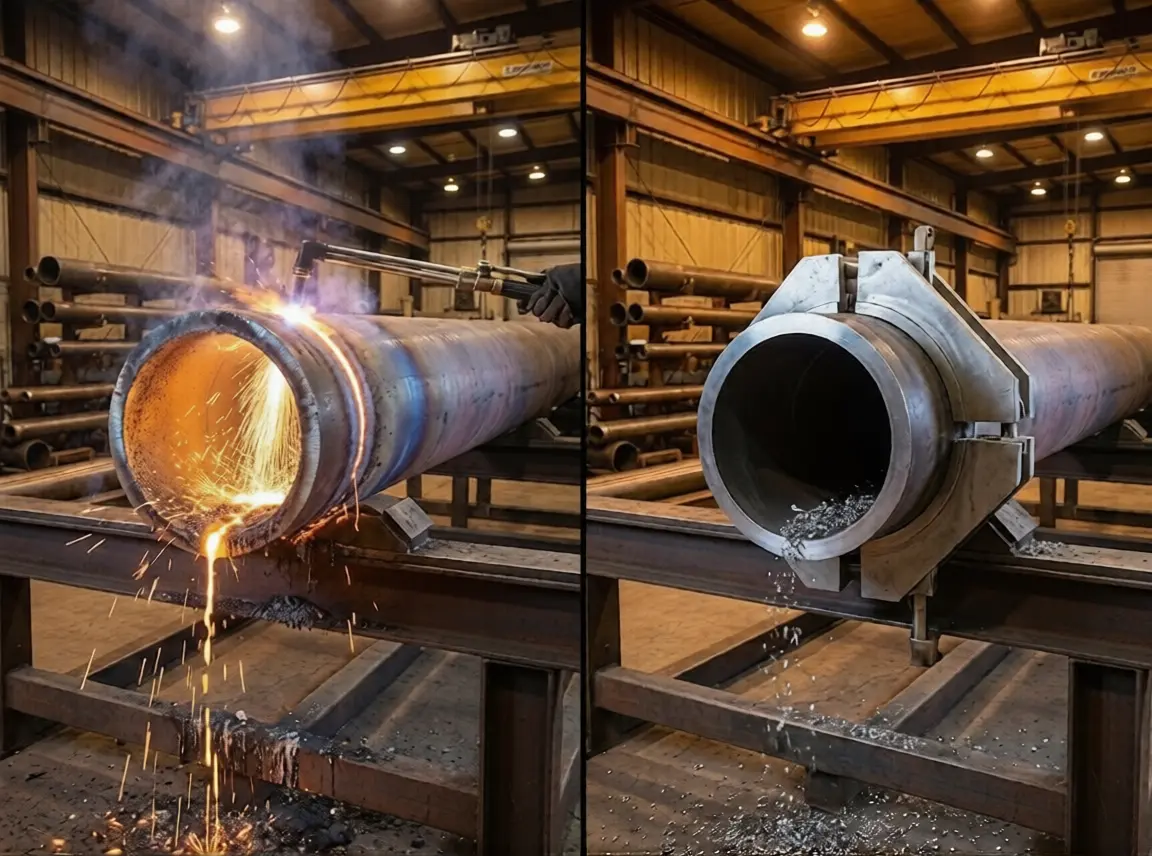
The term “cold cutting” distinguishes this method from thermal cutting (oxy-fuel, plasma, arc gouging), which melts the metal to sever the pipe. In cold cutting, the metal is removed as chips, the same way a lathe or milling machine works.
Why cold cutting matters:
- No heat-affected zone (HAZ) — The pipe material properties are fully preserved
- No sparks or flame — Safe for refineries, chemical plants, offshore platforms, and confined spaces
- Weld-ready surface — Machine-cut surface meets welding code requirements without grinding
- Simultaneous cut and bevel — Most cold cutting machines can bevel during the cut
- No metallurgical damage — Critical for alloy steels (P91, P22, duplex, Inconel) where heat causes hardening or sensitization
For a detailed comparison of cold vs. thermal cutting methods, see our Cold Cutting vs Thermal Cutting Guide.
How Cold Cutting Machines Work
All pipe cold cutting machines share the same basic principle: a cutting tool is mounted on a ring or frame that rotates around the pipe. The tool feeds radially into the pipe wall with each revolution, progressively cutting through.
The Cutting Process
- Mount the machine — Clamp the machine onto the pipe (internally or externally depending on type)
- Set the tool — Install the appropriate cutting insert and set the depth of cut per pass
- Engage rotation — The tool carriage orbits around the pipe at controlled speed
- Progressive cutting — Each revolution removes 0.5–2mm of wall thickness until the pipe is severed
- Simultaneous bevel (optional) — A second tool mounted at an angle can produce a bevel during the cut
The entire process produces metal chips (not molten slag), keeps the pipe cool to the touch, and leaves a machined surface finish ready for welding.
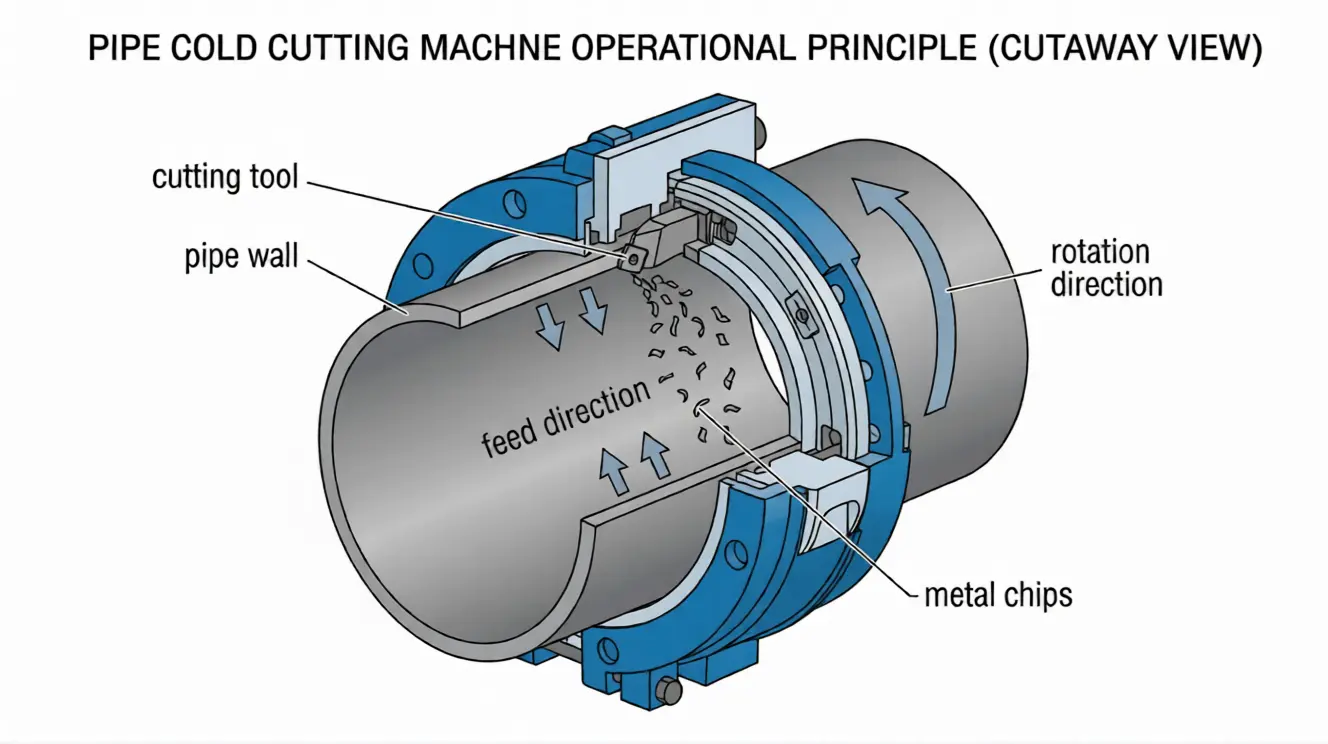 Cold cutting principle: a carbide tool orbits the pipe, progressively machining through the wall with no heat input
Cold cutting principle: a carbide tool orbits the pipe, progressively machining through the wall with no heat input
Cutting Speed vs. Thermal Methods
Cold cutting is slower per cut than oxy-fuel or plasma. A 12” Schedule 80 carbon steel pipe might take 15–20 minutes to cold-cut vs. 3–5 minutes with a torch. But the total time from cut to weld-ready bevel is often faster with cold cutting because there’s no grinding, no hardness testing, and no post-cut clean-up required.
Types of Pipe Cold Cutting Machines
There are three main machine categories, each built for different pipe sizes and site conditions. You can browse all Kedes pipe cold cutting machines in one place, or read on for how each type works and where it fits.
Clamshell (Split Frame) Pipe Cutters
How they work: The machine splits into two halves that clamp around the pipe. A cutting tool rides on a track machined into the frame, orbiting the pipe.
Best for:
- In-situ cutting on installed pipelines (the pipe stays in place)
- Pipeline tie-ins, modifications, and maintenance
- Pipes from 2” to 60”+ diameter
- Environments requiring no hot work
Advantages:
- Can mount on installed pipes without access to the ends
- Produces square cuts with simultaneous bevel capability
- No fire hazard — ideal for refineries and chemical plants
- Compact enough for confined spaces
Kedes models: Our Split Frame series covers 2” to 60”+ pipe with pneumatic, electric, and hydraulic drive options.
 A split frame (clamshell) cold cutting machine mounted on an installed pipe — the two-piece design allows mounting without removing the pipe from service
A split frame (clamshell) cold cutting machine mounted on an installed pipe — the two-piece design allows mounting without removing the pipe from service
Planetary Pipe Cutting Machines
How they work: A ring assembly mounts around the pipe, and one or more cutting tools orbit around the circumference on a planetary gear mechanism.
Best for:
- Large diameter pipes (12” to 120”+)
- Heavy wall pipe requiring high cutting force
- Applications needing exceptional cut squareness
- Offshore platforms and large-scale pipeline projects
Advantages:
- Handles the largest pipe sizes
- Multiple cutting tools can work simultaneously for faster cutting
- Orbital mechanism provides consistent cutting force
- Often includes automated feed control
Kedes models: Our Planetary Pipe Cutting series handles large diameter work with precision.
Portable Pipe Cutting Machines
How they work: Lightweight machines that mount on the pipe (ID or OD) and rotate a cutting tool. Designed for portability and quick setup.
Best for:
- Field maintenance and repair work
- Small to medium pipes (1” to 12”)
- Situations requiring fast setup and mobility
- Power plant outages and turnarounds
Advantages:
- Light enough for one-person operation
- Fast setup (under 5 minutes)
- Battery, pneumatic, or electric power options
- Often double as beveling machines
Cold Cutting Machine Selection Guide
Choosing the right pipe cold cutting machine depends on four factors:
1. Pipe Size Range
| Pipe Diameter | Recommended Machine Type |
|---|---|
| 1” – 6” | Portable pipe cutter or small clamshell |
| 6” – 24” | Medium clamshell / split frame |
| 24” – 60” | Large split frame |
| 60”+ | Planetary cutting system |
2. Installed vs. Removable Pipe
- Pipe is installed (in-situ): You need a split frame or clamshell that wraps around the pipe. This is the most common scenario for maintenance and pipeline work.
- Pipe can be moved: You have more options. Portable cutters or workshop machines can be more efficient.
3. Wall Thickness
- Standard wall (≤15mm): Any cold cutting machine handles this easily
- Heavy wall (15–50mm): Need higher torque — pneumatic or hydraulic drive split frames
- Extra heavy wall (50mm+): Planetary systems with multiple cutting tools
4. Simultaneous Bevel Requirement
If you need a bevel on the cut end, choose a machine that supports combination tooling. This eliminates a separate beveling operation and saves significant time. All Kedes split frame and planetary machines support simultaneous cut and bevel.
Applications by Industry
Oil & Gas
Pipeline construction, tie-ins, and repair are the largest application for pipe cold cutting machines. Refineries and gas plants require cold cutting because:
- Hot work permits are expensive and time-consuming
- Many pipes carry flammable products — sparks are not an option
- Alloy pipes (chrome-moly, stainless) require no-HAZ cutting
- ASME B31.3 compliance demands machine-cut surfaces
Power Plants
Boiler tube replacement and steam line maintenance during outages drive demand for fast, portable cold cutting. Power plants typically need:
- Quick setup for tight outage schedules
- Alloy steel capability (P91, P22)
- Combination cut-and-bevel to minimize total prep time
Shipbuilding & Offshore
Marine pipe systems require cold cutting for:
- Fire safety on vessels and platforms
- Cutting in confined spaces below deck
- Stainless and duplex pipe for seawater systems
- Compliance with Lloyd’s, DNV, and ABS standards
Chemical & Pharmaceutical
Process piping in chemical and pharmaceutical plants requires:
- No contamination from thermal cutting
- Clean, oxide-free cut surfaces for sanitary piping
- Cold cutting to preserve corrosion resistance of stainless steels
Cold Cutting vs Hot Cutting: Quick Comparison
| Factor | Cold Cutting | Hot Cutting (Torch/Plasma) |
|---|---|---|
| Heat-Affected Zone | None | 2–5mm depth |
| Sparks / Fire Risk | None | Significant |
| Surface Finish | Machine-cut, weld-ready | Rough, requires grinding |
| Cutting Speed | Slower per cut | Faster per cut |
| Total Prep Time | Often faster (no grinding) | Slower (grinding + inspection) |
| Alloy Steel | Safe — no metallurgical damage | Risk of hardening, sensitization |
| Hot Work Permit | Not required | Required in most facilities |
| Simultaneous Bevel | Yes (combo tooling) | No (separate operation) |
| Equipment Cost | Higher upfront | Lower upfront |
| Operating Cost | Lower (no consumable gas) | Higher (gas, tips, grinding) |
The key insight: Cold cutting machines cost more upfront but have lower total cost per cut when you include grinding, inspection, and rework avoidance. For projects with 50+ cuts, the payback is typically within the first project.
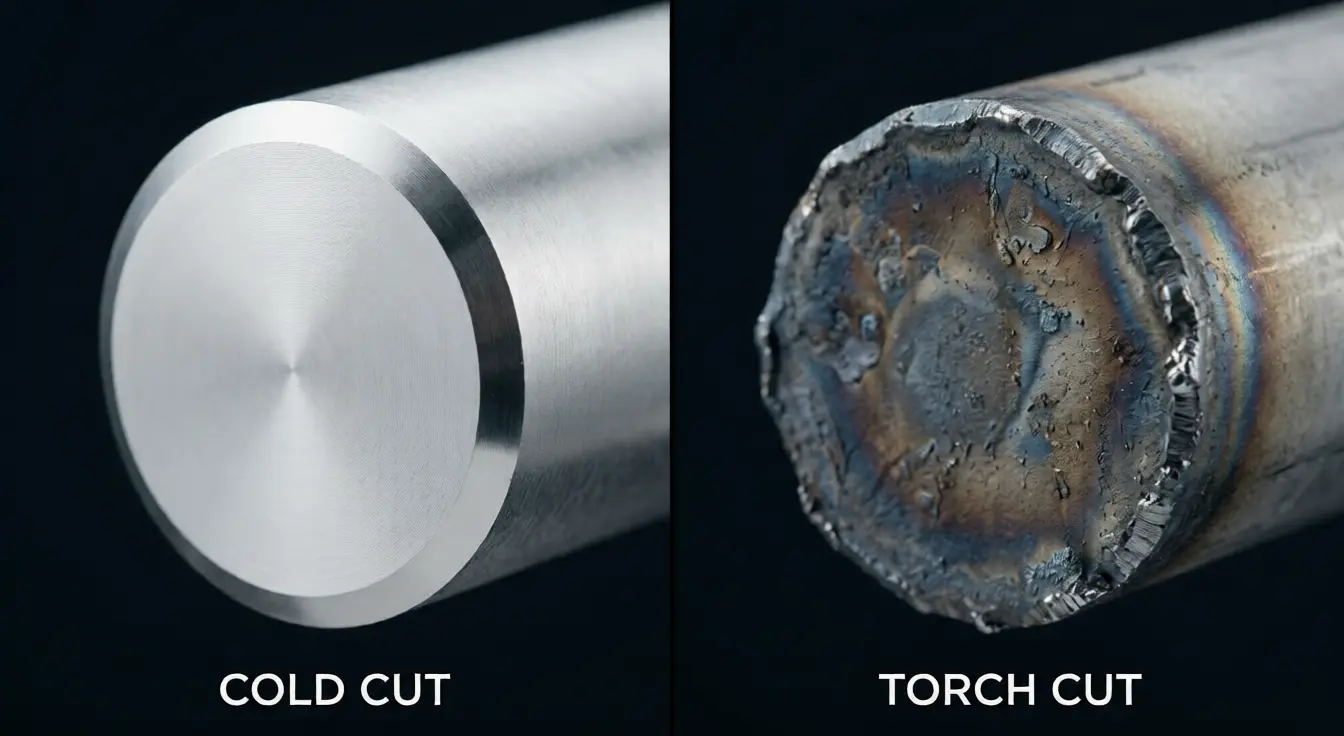 Left: Cold-cut pipe end — smooth, oxide-free, weld-ready. Right: Torch-cut pipe end — rough surface with oxide scale and HAZ requiring grinding
Left: Cold-cut pipe end — smooth, oxide-free, weld-ready. Right: Torch-cut pipe end — rough surface with oxide scale and HAZ requiring grinding
For the full engineering analysis, see our Cold Cutting vs Thermal Cutting Guide.
Maintenance and Tooling
Cutting Inserts
Cold cutting machines use replaceable carbide or HSS inserts. Insert life depends on material:
| Pipe Material | Typical Insert Life |
|---|---|
| Carbon steel | 15–25 cuts (8” Sch 40) |
| Stainless steel | 10–15 cuts |
| Chrome-moly (P91) | 8–12 cuts |
| Duplex / Inconel | 5–8 cuts |
Kedes provides standard and coated inserts optimized for different materials. Replacement inserts are available as spare parts kits.
 Carbide cutting inserts: new (left) vs worn (right). Insert condition directly affects cut quality and surface finish
Carbide cutting inserts: new (left) vs worn (right). Insert condition directly affects cut quality and surface finish
Machine Maintenance
- Before each use: Inspect cutting inserts for wear, check clamping mechanism
- Weekly: Lubricate guide rails and feed mechanism
- Monthly: Check chain/gear drive tension, inspect electrical connections
- Annually: Full service including bearing inspection and calibration
For detailed maintenance procedures, see our Beveling Machine Maintenance Guide.
Choosing a Cold Cutting Machine Supplier
When evaluating pipe cold cutting machine suppliers, consider:
-
Manufacturer vs. trader — Buy from a manufacturer who designs and produces the machines. This ensures technical support, genuine spare parts, and the ability to customize.
-
Application engineering support — A good supplier recommends the right machine for your specific pipe size, material, and job site — not just the most expensive option.
-
Spare parts availability — Cutting inserts are consumables. Ensure your supplier can ship replacements quickly to avoid downtime.
-
Certification — CE marking is minimum. Some industries require additional documentation for equipment used on-site.
-
Total cost of ownership — Factor in insert cost per cut, maintenance requirements, and machine longevity — not just purchase price.
Kedes is a pipe cold cutting machine manufacturer with in-house R&D and production. We provide application engineering support, genuine spare parts, and factory-direct pricing to contractors and distributors in 50+ countries. Contact us for a recommendation based on your specific requirements.