Stop Asking for the “Standard J-Bevel Angle”
At least twice a month, an engineer sends me a drawing request: “Quote a machine that can do a standard J-bevel.”
My first question back is always the same: which J-bevel? Because unlike the 37.5° V-groove everyone memorized in trade school, a J-bevel is not one angle. It’s a dimension set — and if your supplier can’t list all three numbers without looking them up, they’ve never actually machined one.
A J-bevel (J-prep, J-groove — same thing) is a weld end preparation where the pipe wall is machined into a J-shaped cross section:
- a curved root radius at the bottom,
- transitioning into a nearly vertical side wall,
- sitting on a small flat root face (land).
The point of the shape is brutally simple: on heavy-wall pipe, it keeps the groove walls almost parallel instead of opening up into a huge V. Less open volume = less filler metal = fewer passes = less time your welder spends filling a hole you created.
If you want the full landscape of bevel profiles first, my 7 pipe bevel types comparison covers V, compound, U and counterbore side by side. This article goes deep on J only — because the search data tells me that’s where the confusion is.
For heavy-wall J-prep work you also need equipment that can hold a form tool rigidly enough — that’s exactly what our ID-mount pipe beveling machine lineup is built for. More on machining later.
J-Bevel Dimensions & Angles (The Numbers Everyone Searches For)
Here is the dimension set that actually defines a J-bevel. These are the typical industry ranges — your WPS overrides everything:
| Dimension | Typical Range | Notes |
|---|---|---|
| Groove (side wall) angle | 10–20° per side | Manual GTAW/SMAW root. Mechanized narrow-groove GTAW: 2–8° |
| Root radius | 4.8–6.4 mm (3/16–1/4 in) | The curve a torch can never cut. Smaller radius = less volume but harder root access |
| Root face (land) | 1.6 mm ± 0.8 mm (1/16 in) | Same role as on a V-bevel — controls burn-through |
| Root gap (fit-up) | 0–3.2 mm | Tighter than V-groove; J-prep is less forgiving of sloppy fit-up |
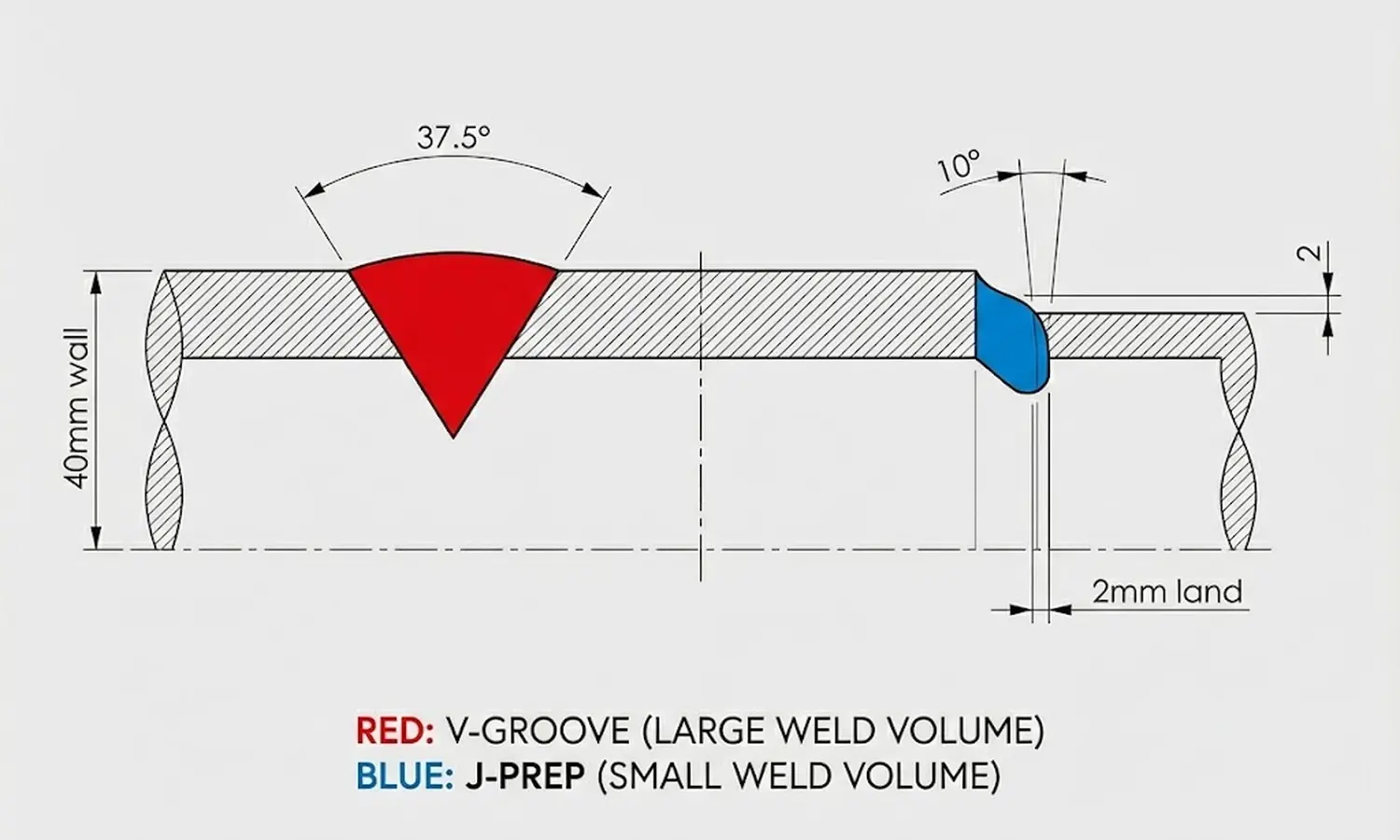 Same wall thickness, two preparations: the V-groove (left) opens up exponentially; the J-prep (right) stays near-parallel
Same wall thickness, two preparations: the V-groove (left) opens up exponentially; the J-prep (right) stays near-parallel
Three things I tell every customer about these numbers:
- The radius is the defining feature. A “J-bevel” with no root radius is just a steep V. The radius is what gives the welder room to manipulate the root pass inside a narrow groove.
- The smaller the side angle, the more you save — and the more your process must be controlled. A 5° groove welded with sloppy manual SMAW is a lack-of-fusion factory. Match the angle to your welding process, not to the savings spreadsheet.
- Root face rules don’t change. Everything I wrote about land dimensions in the pipe bevel angles code reference applies here unchanged.
J-Bevel vs V-Groove: It’s a Volume Argument, Not a Style Argument
The math is unforgiving. Weld cross-section area on a V-groove grows roughly with the square of wall thickness. On a J-prep it grows almost linearly, because the walls stay near-parallel.
| Wall Thickness | 37.5° V-Groove | J-Prep (15°, R6.4) | Filler Metal Saved |
|---|---|---|---|
| 15 mm | Baseline | Not worth the tooling | — |
| 25 mm | 100% | ~65% | ~35% |
| 40 mm | 100% | ~55% | ~45% |
| 60 mm+ | 100% | ~50% | ~50% |
And filler metal is the cheap part. The real money is arc time: every kilogram of weld metal you don’t deposit is welder hours, interpass heating cycles, and NDE risk you don’t pay for. On alloy work — P91, duplex, Inconel — where consumables run 10–30× carbon steel prices, the case stops being arguable at all. (P91 has its own set of traps; see my P91 beveling guide.)
My position: above 25 mm wall, defaulting to a 37.5° V-groove is not “conservative.” It’s expensive habit wearing a safety costume.
When J-Bevel Pays Off
The switch is justified when you can answer yes to two of these three:
- Wall thickness > 22–25 mm (Schedule 160 / XXS territory). This is the threshold where V-groove volume starts to hurt.
- Repeating joint count. One field repair weld? Keep the V. Two hundred shop welds on a vessel nozzle run? The J-prep tooling amortizes in the first week.
- Expensive filler or expensive welder-hours. Alloy consumables or unionized site labor both tilt the math hard toward J.
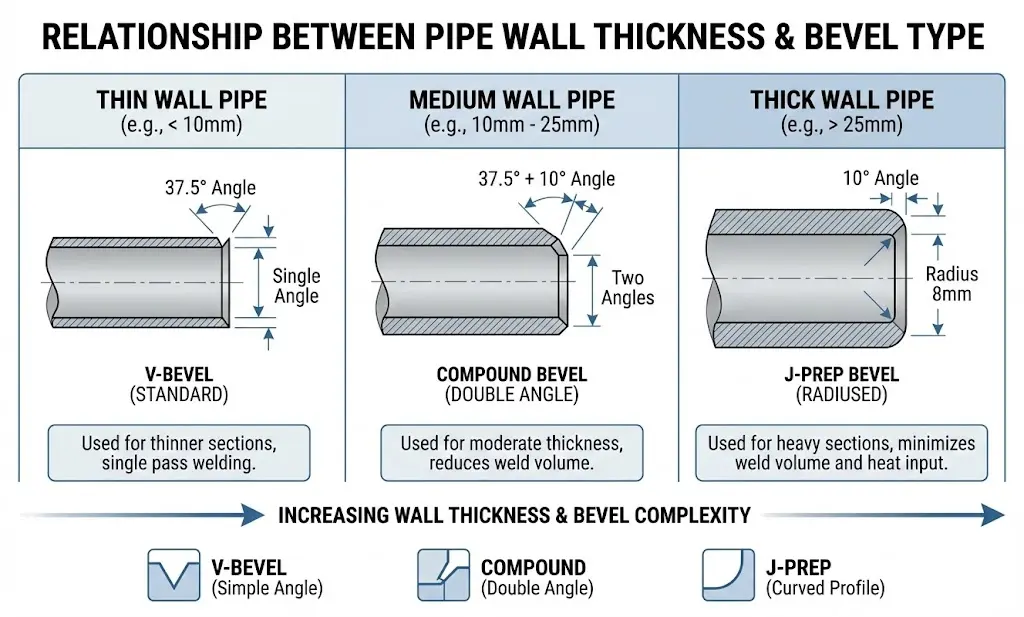 Wall thickness is the first and most reliable selector for bevel type
Wall thickness is the first and most reliable selector for bevel type
When NOT to Use a J-Bevel
I sell the machines that cut these, so believe me when I say: J-prep is wrong for a lot of jobs.
- Thin wall (< 20 mm). The volume savings are negligible and you’ve added tooling cost, WPS qualification cost, and fit-up sensitivity for nothing.
- No machining access. A J-bevel cannot be flame-cut or ground freehand. If your site workflow is torch-and-grinder, a J-bevel drawing is a fantasy.
- Sloppy fit-up environments. Narrow grooves amplify Hi-Lo and root gap errors. If your pipe ends arrive oval and mismatched, fix that first — counterboring before exotic groove geometry.
- Unqualified WPS. Your existing 37.5° V procedure does not cover a J-groove. Budget the qualification weld and the PQR paperwork, or stay with V.
This is the honest boundary: J-bevel is a production optimization, not a quality upgrade. A properly welded V-groove is just as sound — it just costs more to fill.
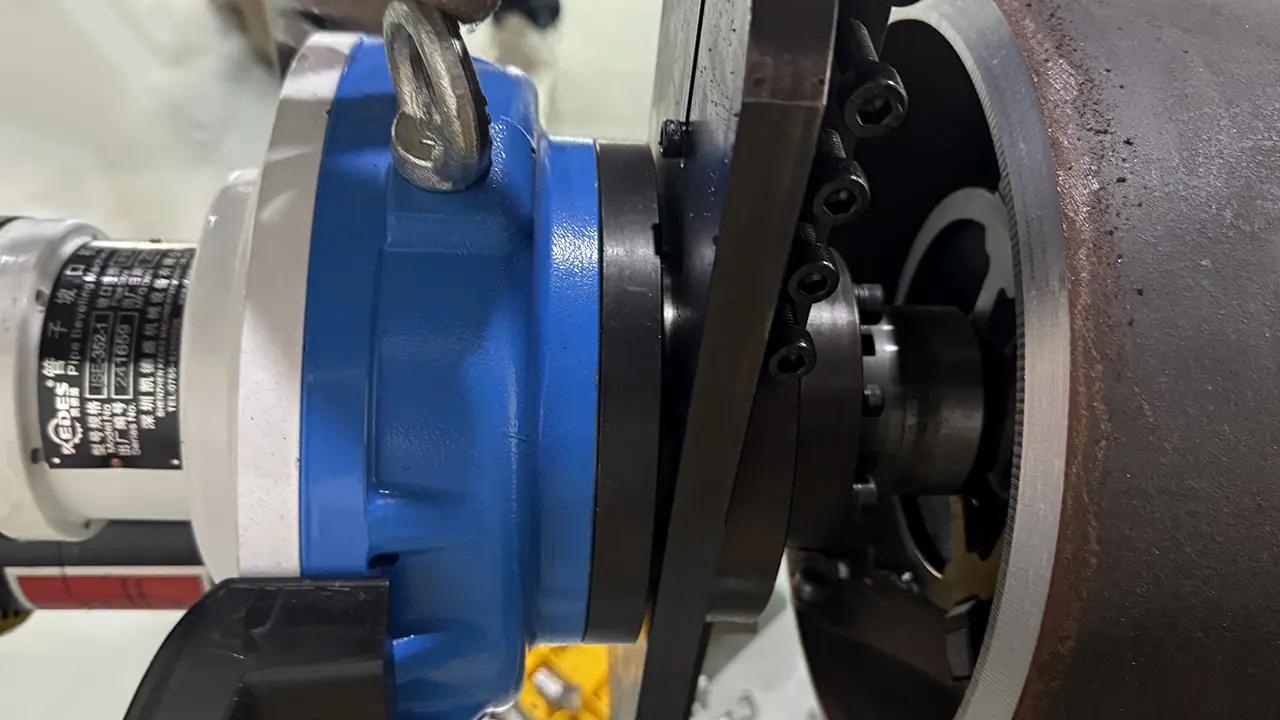
How to Cut a J-Bevel (Machining Is the Only Way)
That root radius is the gatekeeper. A torch cuts straight lines. A grinder in human hands produces “approximately J-ish” shapes with ±2 mm repeatability on a good day. Neither passes a fit-up inspection on critical pipework.
Your real options:
- ID-mounted beveling machine with a J-prep form tool. The machine locks inside the bore, and a profiled carbide insert cuts radius + wall angle + root face in a single setup. This is the standard approach for field and shop work on 2”–24” pipe — our ISE-II internal expansion series runs J-prep tooling as a stock option.
- OD-mounted / split frame machine. For large diameter or in-line cuts where the bore is obstructed. Form tool does the same job from outside.
- Lathe / machining center. Best repeatability for shop spools, useless in the field.
If you’re unsure whether ID or OD mounting fits your job, I broke down the decision in ID vs OD mount pipe bevelers.
One warning from our own test bench: J-prep form tools demand more rigidity than a standard 37.5° insert, because the full profile is engaged at once. An underpowered machine that bevels 37.5° all day will chatter on a J-profile in 40 mm wall. Ask your machine supplier for a J-prep cutting video at your wall thickness before you buy — from us or from anyone.
Code Acceptance: Yes, J-Bevels Are Code-Legal
A myth I keep running into: “our code requires 37.5°.” No major code requires it — they show it as the default example and allow alternatives:
| Code | J-Bevel Status |
|---|---|
| ASME B16.25 | Covers weld end preparations; alternative profiles (compound, J) explicitly recognized for heavy wall |
| ASME B31.3 / B31.1 | Joint geometry is whatever your qualified WPS says. J-groove qualifies like any other groove |
| AWS D1.1 | J-groove joints are prequalified joint details (TC-U4a etc. family) within dimensional limits |
| API 1104 | Joint design qualified through the welding procedure — no fixed bevel mandate |
The full standards landscape, including where each code’s numbers actually come from, is in my welding bevel standards overview and the bevel angles by code reference.
Real Case: 40 mm Wall, 30% Total Joint Cost Reduction
A pressure vessel fabricator came to us welding 40 mm wall nozzles with a 37.5° V — roughly 18 passes per joint with SAW + SMAW root. We requoted the same joint as a 15° J-prep with R6.4 root radius:
 The same 40 mm nozzle joint: 18-pass V-groove vs 11-pass J-prep
The same 40 mm nozzle joint: 18-pass V-groove vs 11-pass J-prep
- Filler metal: −44%
- Passes: 18 → 11
- Arc time per joint: −39%
- Failed RT rate: unchanged (both passed — geometry doesn’t fix bad welders, see “quality upgrade” myth above)
The J-prep tooling and WPS qualification cost was recovered inside the first 30 joints. They had 400 on the contract.
Where to Go From Here
→ Heavy wall and ready to switch? Browse our pipe beveling machine lineup — every ID-mount series runs J-prep form tooling.
→ Not sure about your dimension set? Send me your wall thickness, material and welding process — I’ll reply with the J-prep geometry we’d recommend and whether it’s even worth it for your joint count. Contact us here.
→ Keep reading: 7 Pipe Bevel Types Compared · Pipe Bevel Angles by Code · ID vs OD Mount Bevelers